Why Annual Calibration and Maintenance for SF6 Recovery Units is Critical
Date
2026-03-17
[email protected]
Website
www.sf6gasdetector.com
Get Solutions And Quotes
Why Annual Calibration and Maintenance for SF6 Recovery Units is Critical
Sulfur Hexafluoride (SF6) management is a precision science. Over a year of field operations, sensors can drift, filters can saturate, and mechanical seals can wear. Neglecting the annual service of these units leads to three primary risks:
-
Measurement Inaccuracy: Faulty vacuum sensors or pressure gauges can lead to incomplete SF6 gas recovery or over-pressurization of GIS chambers.
-
Contamination Carryover: Saturated molecular sieves fail to remove moisture and SO2, potentially damaging high-value circuit breakers during refilling.
-
Regulatory Non-Compliance: Without certified calibration records, utilities face significant fines during environmental audits regarding gas leakage and mass-balance reporting.
Core Advantages of a Professionally Maintained Service Unit
A well-maintained SF6 recovery unit, serviced according to DL/T 662 and ISO standards, provides distinct operational advantages:
1. Guaranteed Recovery Efficiency
Annual maintenance ensures the 15 cubic meters/h oil-free compressor and vacuum pump maintain their full performance. This guarantees the unit can still achieve deep negative pressure recovery, capturing 99.9% of the gas and minimizing the environmental footprint of every maintenance cycle.
2. High-Precision Gas Treatment
During the annual calibration, the multi-stage filtration system is inspected to ensure it maintains a filtration precision of 1 micrometer or less. This ensures that the recycled gas consistently meets IEC 60480 purity standards, allowing for immediate reuse and eliminating the need for expensive virgin gas.
3. System Longevity and Safety
Checking the safety interlocks, anti-return valves, and the 1.5kW vaporizer prevents mechanical failures during critical outages. This proactive approach extends the lifespan of the equipment and protects the technicians operating the high-pressure (50 bar) systems.
Technical Parameters and Maintenance Benchmarks
| Maintenance Focus | Target Performance Standard |
| Vacuum Sensor Calibration | Accuracy within +/- 0.5% (Range: 0 to -0.1MPa) |
| Compressor Flow Rate | Verified at 15 cubic meters/h (Water-Cooled) |
| Filtration Integrity | Particle removal at 1 micrometer or less |
| Seal Integrity Test | Leakage rate less than 1% per year |
| Vaporizer Efficiency | 1.5kW output for rapid 50kg/8-minute refilling |
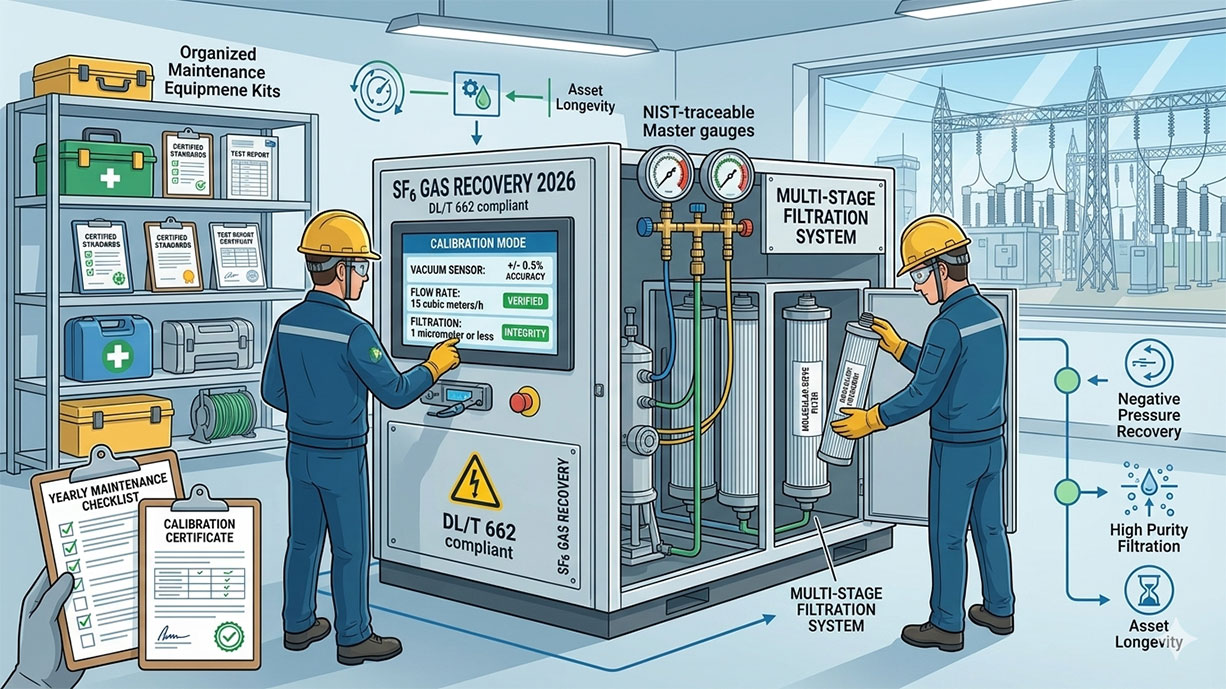
Usage Scenario: Preparing for a 500kV Substation Overhaul
Consider a utility planning a major 500kV breaker overhaul in the fall. Before deployment, the annual calibration and maintenance for SF6 recovery units is performed.
-
The Inspection: Technicians verify the accuracy of the PLC touchscreen display against master gauges.
-
The Filter Swap: Saturated filters are replaced to ensure the unit can handle the high moisture and decomposition product levels often found in UHV equipment.
-
The Result: When the unit reaches the 500kV site, it performs flawlessly. The gas is recovered at maximum speed, purified to 99.9% purity, and recharged without a single alarm or delay. The utility saves over $15,000 in potential downtime costs that would have been incurred if a faulty sensor had caused a mid-process shutdown.
Conclusion: Investing in Reliability
In 2026, the cost of equipment failure far outweighs the cost of prevention. Annual calibration and maintenance for SF6 recovery units ensures that your fleet remains professional, practical, and ready for the most demanding GIS gas treatment tasks. By documenting these services, utilities demonstrate their commitment to grid stability and environmental stewardship.
Frequently Asked Questions (FAQs)
1. Why is annual calibration necessary for SF6 recovery units?
Annual calibration is essential because sensor drift over time can lead to inaccurate vacuum and pressure readings. In high-voltage environments (110kV–500kV), even a small error in measurement can result in incomplete gas recovery or improper refilling pressures. Regular calibration ensures the unit remains compliant with DL/T 662 standards and provides accurate data for environmental mass-balance reporting.
2. How often should filters be replaced in an SF6 gas service unit?
While basic checks should occur before every major project, a full internal maintenance and filter replacement should be performed annually. Over time, molecular sieves and filters become saturated with moisture and toxic decomposition products like $SO_2$ and $HF$. Replacing these during annual maintenance ensures the unit maintains its 1 micrometer filtration precision, protecting your expensive GIS assets from contamination.
3. What are the risks of skipping maintenance on SF6 compressors?
Skipping maintenance on the oil-free compressor can lead to reduced flow rates, extending substation downtime. More critically, worn seals or cooling system failures can cause the compressor to overheat or leak. In 500kV applications, where gas volumes are massive, a well-maintained 15 cubic meters/h water-cooled compressor is the only way to ensure the recovery process stays within the allocated maintenance window.
4. Does annual maintenance help with environmental regulatory compliance?
Yes. By 2026, environmental agencies require strict “closed-loop” documentation for $SF_6$ handling. Annual maintenance verifies the integrity of the negative pressure recovery system, ensuring it captures 99.9% of the gas. Certified maintenance records serve as proof that your utility is taking all necessary steps to prevent greenhouse gas emissions, helping you avoid heavy carbon-related fines.
5. Can I perform SF6 recovery unit maintenance on-site?
Many routine checks, such as filter swaps and seal inspections, can be performed on-site by trained technicians. However, for full sensor calibration and deep system testing of the 50 bar high-pressure circuits and 1.5kW vaporizer, it is recommended to have a certified service provider perform a comprehensive annual overhaul to ensure all safety interlocks and PLC automations are functioning according to factory specifications.