Can the SF6 Gas Recovery and Treatment Cart Treat and Reuse “Arced” or Contaminated SF6 Gas On-Site?
Date
2026-03-20
[email protected]
Website
www.sf6gasdetector.com
Get Solutions And Quotes
Can the SF6 Gas Recovery and Treatment Cart Treat and Reuse “Arced” or Contaminated SF6 Gas On-Site?
In the high-stakes environment of power substation maintenance, the quality of Sulfur Hexafluoride (SF6) gas is non-negotiable. A recurring question for asset managers in 2026 is whether heavily “arced” or contaminated gas must be disposed of as hazardous waste or if it can be reclaimed.
The short answer is yes—provided you are utilizing a high-specification SF6 gas recovery and treatment cart engineered for advanced molecular purification.
1. Understanding “Arced” Gas: The Contamination Challenge
When a circuit breaker operates, the high-temperature electric arc causes a chemical breakdown of the SF6 molecule. If moisture or oxygen is present, toxic and corrosive byproducts are formed, including:
-
Thionyl Fluoride (SOF2) and Sulfuryl Fluoride (SO2F2)
-
Hydrogen Fluoride (HF) — a highly corrosive acid.
-
Metal Fluorides — a fine, abrasive “white powder” that can damage internal switchgear mechanisms.
Previously, heavily contaminated gas required expensive off-site cryogenic reconditioning. However, modern 2026 onsite treatment technology has bridged this gap.
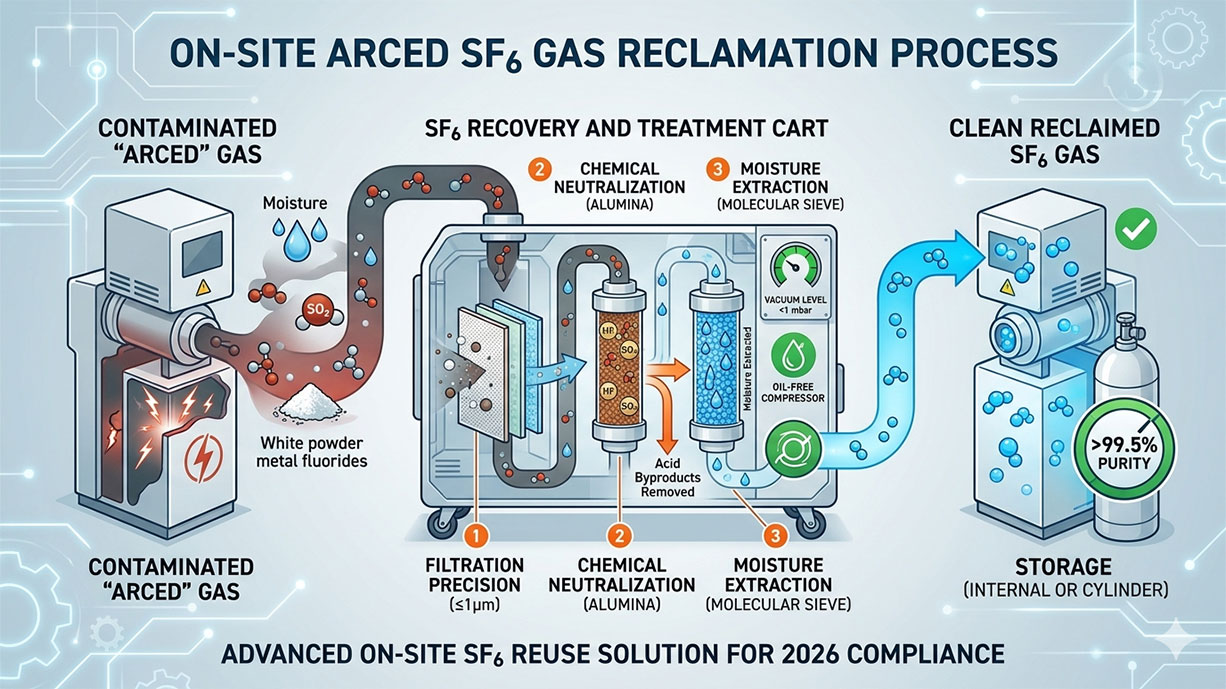
2. Core Technical Advantages: The On-Site Purification Chain
To successfully treat arced gas on-site, a SF6 gas recovery cart must move beyond simple storage. Our equipment utilizes a triple-stage purification system designed to restore gas to IEC 60480 reuse standards.
A. Solid Particle Retention (Less than or equal to 1 micrometer)
Arced gas is often loaded with microscopic metallic dust. Our carts utilize high-precision filters that capture particles down to 1 micrometer. This prevents “dirty” gas from scoring the pistons of the recovery compressor or damaging the seals of the GIS during refilling.
B. Chemical Neutralization (Alumina Filters)
Activated alumina is used to chemically bond with acidic decomposition products like HF and SO2. This neutralization process is critical for preventing the “rotten egg” odor associated with arced gas and, more importantly, preventing internal corrosion of the switchgear.
C. Moisture Extraction (Molecular Sieves)
Moisture is the catalyst for SF6 degradation. Our integrated molecular sieves reduce moisture content to levels well below the 2026 regulatory thresholds, ensuring the gas maintains its peak dielectric strength.
3. Technical Parameters for Success
| Feature | Parameter | Operational Impact |
| Filtration Precision | Less than or equal to 1 micrometer | Removes 99.9% of abrasive solid byproducts. |
| Compressor Type | Oil-Free / Water-Cooled | Ensures no hydrocarbons are added to the arced gas. |
| Recovery Vacuum | Less than 1 mbar | Ensures all toxic residuals are evacuated from the GIS. |
| Purification Media | Molecular Sieve + Activated Alumina | Restores gas to reuse purity (Greater than 99.5%). |
4. Usage Scenario: 220kV Circuit Breaker Fault Analysis
Imagine a scenario where a 220kV porcelain column circuit breaker has experienced a significant internal fault. The gas is highly acidic and dark in color.
-
The Old Way: Venting (illegal in 2026) or shipping cylinders to a third-party recycler, causing weeks of downtime.
-
The Professional Solution: Deploying the SF6 recovery and treatment cart. The technician uses the negative pressure recovery function to capture the gas, passing it through the onboard treatment bed multiple times (recirculation mode). Within hours, the gas is tested, confirmed clean, and refilled into the repaired equipment.
5. The Economic and ESG Persuasive Case
In 2026, the price of virgin SF6 gas has surged due to production quotas. Reusing arced gas on-site offers three distinct advantages:
-
Cost Reduction: Reclaiming 50kg of gas can save thousands of dollars compared to purchasing new inventory.
-
Regulatory Compliance: Meets the strict “Circular Economy” mandates of the 2026 F-gas regulations.
-
Speed: Eliminates the logistics of transporting hazardous “dirty” gas cylinders, reducing substation downtime by up to 70%.
Conclusion
While not all recovery carts are created equal, a dedicated SF6 gas recovery and treatment cart equipped with sub-micron filtration and chemical neutralization is fully capable of treating and reusing arced gas on-site. It is an essential tool for any utility aiming for zero-emission maintenance and high operational efficiency.